 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Tooted
- Suur kodumasina vorm
- Väikeste kodumasinate vorm
- Plastikust majapidamisosade vorm
- Plastikust meditsiiniseadmete vorm
- Plastikust kontoriruumide vorm
- Plastikust autoosade vorm
- Plastikust mootorratta osade vorm
- Lemmikloomatoodete hallitus
- Tooli plastikvorm
- Plastikust tööstuslike osade vorm
- Plastikust kasti süstimisvorm
- Plastikust lastetoodete vorm
- Plastikust õhukeseseinaline vorm
- PET-toorikud ja korgivorm
- Plasttorude kinnitusvorm
- Plasttooted
- Muud vormid









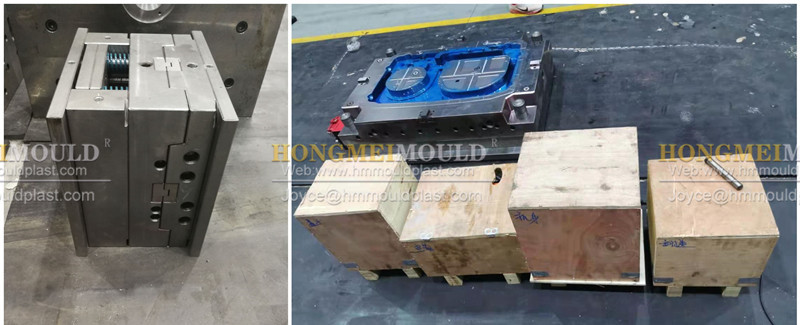
Plastikust seebikarp Injetcioni vorm
Professionaalse tootmisena soovime pakkuda teile kvaliteetset plastist seebikarbi süstimisvormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset tarnimist. Plastikust seebikohver Injetcion Mould võib vastavalt teie süstimismasina suurusele ja aastasele väljundile valida 2 õõnsust / 4 õõnsust / 6 õõnsust.
Saada päring
Tootekirjeldus
Professionaalse tootmisena soovime pakkuda teile kvaliteetset plastist seebikarbi süstimisvormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset kohaletoimetamist.
Millised tegurid mõjutavad hallituse toimimist?
* Hallitustöö
külmjooks ja voolik ei teki:
Sprueless vormimine
Isoleeritud jooksusüsteemid
Kuuma jooksja süsteemid
Sprueless vormimine
Vooluvaba vormimise jaoks on kaks peamist kategooriat:
Põhilised eeskambri kujundused
Soojendatakse kuumad puksid või düüsid
Eeskambri põhitüüp
Sprueless vormimist kasutatakse sageli ühe õõnsusega tööriistade kiireks valmistamiseks
õhukeseseinalised komponendid mittesoojustundlikest materjalidest, nagu PE, PP ja PS.
See tehnika koosneb tavaliselt spetsiaalselt vormitud masina düüsist. mida saab kujundada
mahutada vormitööriista sisse süvistatud karakteristikuga. Kõige elementaarsemad kujundused ühendavad
eeskambri tunnus. seda tüüpi paigutust kasutades isoleerib õhuke jahedamast materjalist kiht a
sulanud kesksüdamik düüsi ja värava vahel.
Joonisel on näidatud 3 standardtüüpi esikambri tüüpi düüsi. Disain ja stiil on näidatud järgnevalt
Joonisel on see eelis, et kui düüsi sees olev sulam jäigastub külmaks nälkjaks,
düüsil olev sisselõige võimaldab tööriista kiiret tagasilööki. Joonis (c) näitab
esikambri etteandesüsteem ilma külma nälkja kaevuta.
Seda meetodit saab kasutada ka suuremate liistude jaoks, mis töötavad ühe jäljendiga
milleks on vaja maksimaalset kontrolli ja kvaliteeti.
2.Sprueless vormimisvõimalusi saab kasutada ka palju kuumustundlikumate materjalide jaoks. sisse
sellistes olukordades on eelistatav pikendada düüsi värava suhtes, nagu joonisel 2. ja
võttis tööriistalt tagasi.
Lisaks näilisele kokkuhoiule väljavoolu eemaldamisel kasutatakse pikenenud düüse
kolme plaadi või rnulr ipla re kujundused avanemiskäigu vähendamiseks. Arvestades, et ükski voolik pole vormitud,
Plastikust seebikarp Injetcioni vorm
Hallituse kirjeldus
Vormi teras: P20
Vormiplaat: C45
Õõnsus: 2 õõnsust
Tugev töötlus: pind nitreerimine
Jooksja: Külmajooksja
Väljatõmbesüsteem: väljavisketihvt
Jahutussüsteem: taaskasutage vett
Valmimisaeg: 45 päeva
Vormi eluiga: 300 000 lasku
Millised tegurid mõjutavad hallituse toimimist?
ThePlastikust seebikarpi süstimisvormehitamine on väga keeruline. Nii palju detaile tuleb koos töötada. Alates projekteerimisest, töötlemisest, monteerimisest, katsetamisest ja parandamisest minge lõpuks teenindusse. Hallituse kvaliteeti ja jõudlust mõjutavad paljud tegurid. Peame seda tõeliselt mõistma, et hallituse ehitamine paremaks muutuks.
Terase tüüp ja kvaliteet
Terase tüüp ja kvaliteet on kõige olulisemadPlastikust seebikarpi süstimisvorm. See on kõige algus ja alus. Seega on õige terasmaterjali valimine väga oluline. Vormiterase jaoks on palju tüüpe. Näiteks külmvaltsitud terasest D3, A2, O2, D2 tööriistateras; H11, 1.2344, H13 kuumvaltsitud terasest tööriistateras ja palju muud. Ja võib-olla peate õige valimiseks keskenduma allolevatele punktidele.
Nõudlus survevalumaterjalide järele seisneb selles, et erinevat plastikut tuleb siduda erinevate terasmaterjalidega. Ja sellel on ka nõudlus korrosioonikindluse ja poleerimise järele.
Kui terasfunktsioonist piisab, siis on see parim. Terase kõrge jõudluse saavutamiseks pole vaja palju raha maksta.
Väga oluline on ka pinnatöötlus. Lämmastikuga töötlemine võib suurendada terase pinna kõvadust ja pikendada selle pinna kasutusiga. Ja galvaniseerimine võib muuta hallitusterase jõudlust. Mõni plast vajab suurt heledust ja korrosioonikindlat, siis saame terase jõudluse tõstmiseks ja muutmiseks kasutada galvaniseerimist.
* Struktuuri projekteerimine
Hea struktuurikujundus ei arvesta ainult toote materjali omadusi: kokkutõmbumissuhet, vormimistemperatuuri ja palju muud. Kuid tuleb mõelda ka jahutuse veeosale. Suurepärane struktuuri disain võib parandadaPlastikust seebikarpi süstimisvormtööaeg ja selle säilitamine suudavad edukalt tooteid toota. See on tõhususe suurendamiseks ja kulude vähendamiseks tohutu.
* Hallitustöö
Me kõik vajame head vormitöötlust, et see oleks suurepärane. Suurepärane meisterlikkus võib kulusid ja tööaega tõhusalt vähendada. Kui on vigu, põhjustab see hallituse jootmise. Muide, halvem töötlemine mõjutab hallituse toimimist, vähendab hallituse eluiga, isegi see saab survevalu töötlemisel haiget ja puruneb.
* Poleerimine
Poleerimine on hallituse valmistamise viimane osa. Poleerimine aitab ja täiendab kaPlastikust seebikarpi süstimisvormtoime, eriti hallitusest vabanemiseks. Paljude vormide tootmine ei ole sile, kuna valgustus pole paigas, takistus on liiga suur, lahtivõtmine on keeruline ning isegi pealmine osa on valge ja pealmine osa mõranenud.
* Vormi kokkupanek
Vorm on täpselt nagu masina kokkupanek. Iga detail ja iga kruvi ei tohi valesti minna, muidu on tagajärjed üsna tõsised. Võib põhjustada toote defekte, mõjutada tootmist ja isegi hallitust täielikult kahjustada, mille tulemuseks on jäägid. Seega peab montaažitöö olema väga detailne. Montaaži käigus pöörake erilist tähelepanu vormi, eriti veekanalite ja kruviaukude puhastamisele. Puhuge sees olevad rauaviilid kindlasti ära.
* Hallituse jahutamine
Igaüks, kellel on aastatepikkune hallituskogemus, teab, kui oluline on jahutusPlastikust seebikarpi süstimisvorm. Seoses hindade ja inimpalga tõusuga on suurtes kogustes tooteid valmistades mõeldamatu kasum, mida toob sissepritsetsükli vähendamine sekundi võrra. Kui aga tootmistsüklit kiirendada, siis vormi temperatuur tõuseb. Kui seda ei kontrollita tõhusalt, põhjustab see hallituse moodustumist liiga kuumaks ja isegi vormi deformeerumist ja ebaõnnestumist. Seetõttu on eriti oluline hea jahutussüsteemi disain, sealhulgas veekanalite tihedus, läbimõõt ja omavaheline ühendamine.
* Hallituse hooldus
Hallituse hooldus on peamiselt hooldus ja hooldus tootmise ajal. Vormid on nagu autod. Kui seda pikka aega ilma hoolduseta ei kasutata, võib see vanarauaks minna ja surra. Seetõttu on pärast iga vormi kasutamist vaja igakülgset hooldust, eriti vormiosa roostetõrjet ja peamiste liikuvate osade roostetõrjet. Kuna vorm peab tootmisprotsessi ajal vett vastu võtma, võib vorm paigaldamise või lahtivõtmise käigus veega täita, mistõttu tuleb enne kaitsva õlikihi pealekandmist veenduda, et vorm on kuiv.
Nendele üksikasjadele peame keskenduma ja tegema seda õigesti, et tagada hea tootesarja loomiseks hea vorm.
*Hallituse pakkimine
Enne kohaletoimetamist pihustamePlastikust seebikarpi süstimisvormvärvi, rohelise, punase, kollase, sinise ja nii edasi, kliendid saavad vastavalt teie nõudele valida oma värvi. ja me teame, et mõni koht ei sobi värvimiseks, nii et enne pihustamist küsime teie arvamust.
Tavaliselt pakendame puidust kaubaaluse või puitkastiga ja kasutame tross külge tugevdada kasti.
külmjooks ja voolik ei teki:
Sprueless vormimine
Isoleeritud jooksusüsteemid
Kuuma jooksja süsteemid
Sprueless vormimine
Vooluvaba vormimise jaoks on kaks peamist kategooriat:
Põhilised eeskambri kujundused
Soojendatakse kuumad puksid või düüsid
Eeskambri põhitüüp
Sprueless vormimist kasutatakse sageli ühe õõnsusega tööriistade kiireks valmistamiseks
õhukeseseinalised komponendid mittesoojustundlikest materjalidest, nagu PE, PP ja PS.
See tehnika koosneb tavaliselt spetsiaalselt vormitud masina düüsist. mida saab kujundada
mahutada vormitööriista sisse süvistatud karakteristikuga. Kõige elementaarsemad kujundused ühendavad
eeskambri tunnus. seda tüüpi paigutust kasutades isoleerib õhuke jahedamast materjalist kiht a
sulanud kesksüdamik düüsi ja värava vahel.
Joonisel on näidatud 3 standardtüüpi esikambri tüüpi düüsi. Disain ja stiil on näidatud järgnevalt
Joonisel on see eelis, et kui düüsi sees olev sulam jäigastub külmaks nälkjaks,
düüsil olev sisselõige võimaldab tööriista kiiret tagasilööki. Joonis (c) näitab
esikambri etteandesüsteem ilma külma nälkja kaevuta.
Seda meetodit saab kasutada ka suuremate liistude jaoks, mis töötavad ühe jäljendiga
milleks on vaja maksimaalset kontrolli ja kvaliteeti.
2.Sprueless vormimisvõimalusi saab kasutada ka palju kuumustundlikumate materjalide jaoks. sisse
sellistes olukordades on eelistatav pikendada düüsi värava suhtes, nagu joonisel 2. ja
Joonis
3. Joonisel kujutatud düüsi sakiline sisselõige on tavaliselt a-tüüpi
kruvikeere. See võimaldab külmakorgi lihtsalt silindrit järgides lahti keeratavõttis tööriistalt tagasi.
Lisaks näilisele kokkuhoiule väljavoolu eemaldamisel kasutatakse pikenenud düüse
kolme plaadi või rnulr ipla re kujundused avanemiskäigu vähendamiseks. Arvestades, et ükski voolik pole vormitud,
jooksja (kui see on olemas) eemaldamiseks vajalik ava on palju väiksem.

Kuumad sildid: Plastseebiümbris Injetcioni vorm, Hiina, kohandatud, kvaliteet, mood, uus stiil, kuum müük, populaarne, odav, ost, uusim müük, hulgimüük, uusim, madal hind, tehas, valmistatud Hiinas, hind, tootjad, tarnijad, originaalseadmete tootja, ODM, õigeaegne kohaletoimetamine, tasuta näidis
Toote silt
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika