 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Tooted
- Suur kodumasina vorm
- Väikeste kodumasinate vorm
- Plastikust majapidamisosade vorm
- Plastikust meditsiiniseadmete vorm
- Plastikust kontoriruumide vorm
- Plastikust autoosade vorm
- Plastikust mootorratta osade vorm
- Lemmikloomatoodete hallitus
- Tooli plastikvorm
- Plastikust tööstuslike osade vorm
- Plastikust kasti süstimisvorm
- Plastikust lastetoodete vorm
- Plastikust õhukeseseinaline vorm
- PET-toorikud ja korgivorm
- Plasttorude kinnitusvorm
- Plasttooted
- Muud vormid








Plastikust teisaldatav õhukonditsioneeri kestavorm
Professionaalse tootmisena soovime pakkuda teile kvaliteetset plastist teisaldatavat õhukonditsioneerimisvormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset tarnimist. Oleme professionaalne Hiina plastist teisaldatava õhu konditsioneeri Shell hallituse tootja. Kui soovite rohkem teada, võtke meiega ühendust.
OEM õhukonditsioneeri korpuse hallitus, Hiina Konditsioneeri hallituse tootja! Kodu tervitame teid meie ettevõtte külastamisel.
OEM õhukonditsioneeri korpuse hallitus, Hiina Konditsioneeri hallituse tootja! Kodu tervitame teid meie ettevõtte külastamisel.
Saada päring
Tootekirjeldus
Professionaalse tootmisena soovime pakkuda teile kvaliteetset plastist teisaldatavat õhukonditsioneerimisvormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset kohaletoimetamist.
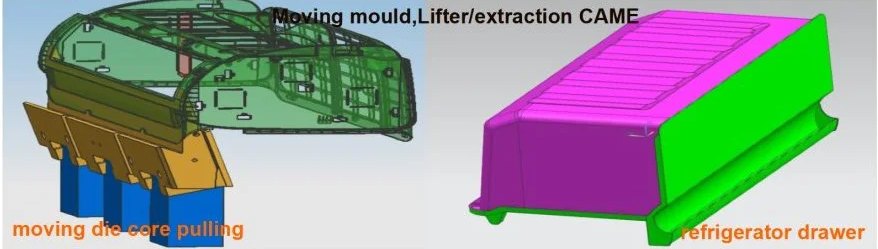
Plastikust teisaldatav õhukonditsioneeri kestavorm
Plastvaik: ABS
Vormi mõõtmed (mm): 1700 * 980 * 1140
Vormi kaal (T): 14T
Vormiõõnte teras: 1,2083
Vormi südamiku teras: 1,2344
Tsükli aeg: 120 S
Tootmisaeg (päev): 75 PÄEVA
Hallituse eluiga:≥500 000 KAADIST
Jahutusliini pistiku tüüp: DME NS350 SERIES kiirühendus, suurepärane jahutussüsteemi disain, jahutuskonstruktsioon jahutab nii palju kui võimalik.
Plastikust teisaldatav õhukonditsioneeri kestavormVoolu
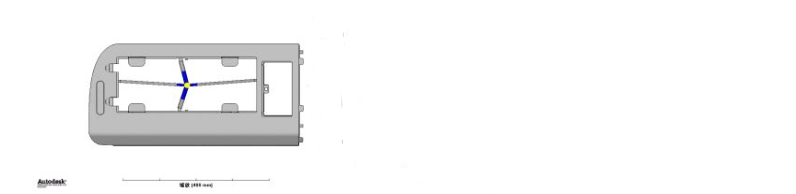
Suurte vormide, näiteks autoosade vormide puhul saame enne töö alustamist teha vormivooluanalüüse.
Pärast vormivoolu analüüse otsustame vormi sissepritse väravad ja konstruktsioonid.
Seetõttu saab vormid edukalt ja sujuvalt valmis.
Mis on Aoxu eelised
Disainimeeskond ja tootmine
Me ei paku ainult survevaluteenuseid, vaid kõik-ühes projekteerimis- ja tootmisteenuseid. Aitame teil ehitada prototüüposa, viimistleda disaini, valida teie vajadustele sobiva plastvaigu ning valmistada vorme ja tooteid – kõike seda ühes ja samas rajatises!
See säästab teie aega ja raha, kuna teie komponentide ehitamiseks ei pea te tegema koostööd kolmandate osapooltega. Saame oma tehases kogu protsessiga ise hakkama, tagades, et saate vajalikud plastist survevaludetailid kiiresti ja madala hinnaga.
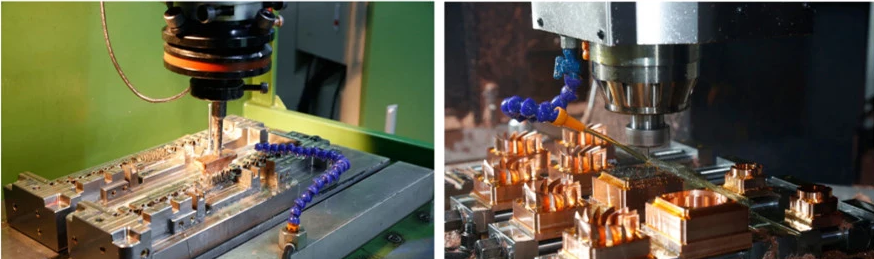
Professionaalsed täiustatud masinad
Oleme palju investeerinud uusimatesse kaasaegsetesse survevalumasinatesse. Meie survevalumasinad tagavad ühtlasemad tulemused ja suurema tõhususe – madalamate kuludega
Anname need säästud edasi oma klientidele, võimaldades neil saada plastikust survevalu
HoMe vormitehnoloogia – teie otsene tootmine
Erinevalt mõnest teisest ettevõttest ei ole me vahemees. Me ei sõlmi teie varuosadega lepingut teiste kolmandate osapoolte tootjatega ja võtame kasumi ära ise
Selle asemel tegeleme tootmisprotsessi iga etapiga ettevõttesiseselt. Seda tehes saame tagada, et teie toote kvaliteet on täiesti täiuslik – ja minimeerime vigaste või valesti vormitud osade riski. See omakorda säästab teie aega ja raha.
Levinud küsimus õhukonditsioneeri raami hallituse kohta
K: Süstemasina esmakordsel käivitumisel tekkinud tootejääkide (sähvatuse) põhjused ja lahendused, samuti mittetäielik täitmine pärast mõnda aega tootmist:
V: Masina esmakordsel käivitumisel voolab sissepritsemasina silindris sulamine sujuvalt ja tänu pikemale kuumutamisperioodile on madalam kleepuvus, mistõttu kipuvad tekkima toote jäägid. Kuna sulamine võtab pärast mõnda aega tootmist pidevalt soojust ära, ei süstita toodet suure kleepuvuse ja halva likviidsuse tõttu täielikult. Seda probleemi saab lahendada tünni temperatuuri järk-järgulise tõstmisega pärast mõnda aega pärast tootmist.
K: Tootmisprotsessis ei saa toodet täielikult süstida, isegi süstimisrõhu ja -kiiruse suurendamine ei toimi mõnikord. Miks ja kuidas seda lahendada:
V: Tootmisprotsessis võtab sulamine pidevalt soojust ära, nii et toodet ei süstita suure kleepuvuse ja halva likviidsuse tõttu täielikult. Seda probleemi saab lahendada süstimismasina silindri temperatuuri tõstmisega.
K: Toote ovaalseks muutumise põhjused ja lahendused:
V: Toode muutub ovaalseks seetõttu, et sulatusainet ei juhita ühtlaselt, mis põhjustab ebaühtlast survet toote ümbermõõdule, muutes selle ovaalseks. 3-punktilist süstimisviisi saab kohandada nii, et see võimaldaks ühtlast söötmist.
Võta minuga ühendust
Kuumad sildid: Plastikust teisaldatav õhukonditsioneeri vorm, Hiina, kohandatud, kvaliteet, mood, uus stiil, kuum müük, populaarne, odav, ost, uusim müük, hulgimüük, uusim, madal hind, tehas, valmistatud Hiinas, hind, tootjad, tarnijad, originaalseadmete tootja , ODM, õigeaegne kohaletoimetamine, tasuta proov
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika