 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Tooted
- Suur kodumasina vorm
- Väikeste kodumasinate vorm
- Plastikust majapidamisosade vorm
- Plastikust meditsiiniseadmete vorm
- Plastikust kontoriruumide vorm
- Plastikust autoosade vorm
- Plastikust mootorratta osade vorm
- Lemmikloomatoodete hallitus
- Tooli plastikvorm
- Plastikust tööstuslike osade vorm
- Plastikust kasti süstimisvorm
- Plastikust lastetoodete vorm
- Plastikust õhukeseseinaline vorm
- PET-toorikud ja korgivorm
- Plasttorude kinnitusvorm
- Plasttooted
- Muud vormid










Plastikust mahlapressi koorevorm
Professionaalse tootmisena soovime teile pakkuda kvaliteetset plastist mahlapressi kestavormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset tarnimist. Oleme professionaalne Hiina plastist mahlapress Shell Mold tootja, kui soovite rohkem teada saada, võtke meiega ühendust.
Hea figuuri kujundamiseks valmistavad paljud inimesed piimatee asemel ise tassi mahla, see on tervislik ja toitev, seega on teil hea teha uue disainiga mahlapressi koorega vorm 2021 kuummüük.
Hea figuuri kujundamiseks valmistavad paljud inimesed piimatee asemel ise tassi mahla, see on tervislik ja toitev, seega on teil hea teha uue disainiga mahlapressi koorega vorm 2021 kuummüük.
Mudel:HM-03 Plastic Juicer Shell Mould
Saada päring
Tootekirjeldus
Professionaalse tootmisena soovime teile pakkuda kvaliteetset plastikust mahlapressi kestavormi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset kohaletoimetamist.

Teave plastist mahlapressi kesta vormi kohta
Mahlapressi põhimaterjal: ABS
Mahlapressitopsi materjal: AS
Vormi teras: P20
Vormiplaat: C45
Liikuvad osad: P20 kuumtöötlus
Süstimismeetod: ejektorplaat
Jahutussüsteem: kvaliteetne veetsükkel
Vormiõõs: tarvikud: 1+1+1
keha: üksik
Jooksja: Külmajooksja
Pinnatöötlus: Poola
Tarneaeg: 50 päeva
Hallituse eluiga: 500 000 lasku
Vormi suurus: 420 * 450 * 390 mm
Sissepritsemasin: 200T
Mahlapressi koorevormi disain
Hongmeil on 5 suurepärast toote- ja vormidisainerit, neil on üle 10 kogemuse ja oskused vormijahutussüsteemi ja ejektorisüsteemi joonistamisel.
Selle Juice'i koorevormi kohta soovitab disainer kahes suuruses slaide, võtab kasutusele esivormi elastse rea asendi konstruktsiooni ja ejektorisüsteem valib õlisilindri poolt lükatava väljatõukeplaadi. See vormi struktuur on väga kättesaadav ja sobiv.
Väikese kodumasina vormi kohta on endiselt väga oluline juhtum, mille iga osa tuleb kokku panna, seega peame seda tüüpi vormi kujundamisel pöörama tähelepanu kunstiliinile, osaliini kujundus peab vastama sellele kunstiliinile ja kasutama täppistöötlust, et saada. ilus pind.
Hot Runner või Cold Runner?
Enamik osi saab valida kuuma jooksja, samuti võib valida külma jooksja.
Kuidas saaksime valida mahlapressi tassi koorevormi jaoks jooksurisüsteemi?
* Vastavalt teie eelarvele: külmajooksja hind on madalam kui kuumajooksul
* Vastavalt osade omadustele: pinnaosadele saab valida kuuma jooksuri ja varuosade sees külma jooksja
* Vastavalt hallitusseente hooldusele: külmkanali parandamine on lihtsam kui kuumatoru parandamine ja selle hind on madalam
* Vastavalt materjali hinnale: kui tooraine hind on väga kõrge, pole kuumajooksul pikka väravat, nii et see aitab meil materjali vähendada
Plastmahlapressi koorevormi jaoks on oluline valida sobiv värav
Kodumasinate tooted vajavad siledat ja korralikku pinda, seega on vormikujundus väga oluline, sealhulgas värava kujundus.
1.Nõuded, millele värava asukoht peab vastama
-Välimusnõuded (värava märgid, keevisjooned)
-Toote funktsiooninõuded
- Hallituse töötlemise nõuded
-Toote kõverdumine
- Värava mahtu pole lihtne eemaldada
-Vormimisprotsessi on lihtne juhtida
2. Mõju tootmisele ja funktsioonile
Voolu pikkus määrab sissepritse rõhu, kinnitusjõu ja täisvoolu pikkuse lühendamine, kui toode ei ole täidetud, võib vähendada süstimisrõhku ja kinnitusjõudu.
Värava asend mõjutab hoiderõhku, hoidmisrõhu suurust ja seda, kas hoidmisrõhk on tasakaalustatud. Jääkpinge vältimiseks hoidke värav toote pingestatud asendist (näiteks laagrist) eemal. Tuule kogunemise vältimiseks peab värava asend arvestama heitgaasiga. Kui see juhtub, ärge asetage väravat toote nõrgemale või sisseehitatud osale, et vältida joondust.
Mis on AS-i materjal?
Stüreeni akrüülnitriilvaik on kopolümeerplast, mis koosneb stüreenist ja akrüülnitriilist. Seda tuntakse ka kui SAN. Suurema soojustakistuse tõttu kasutatakse seda laialdaselt polüstüreeni asemel. Ketid, mis sisaldavad 70–80 massiprotsenti stüreeni ja 20–30 massiprotsenti akrüülnitriili. Suurem akrüülnitriili sisaldus parandab mehaanilisi omadusi ja keemilist vastupidavust, kuid lisab tavaliselt läbipaistvale plastile ka kollast tooni.
Mis on AS-i materjalide kasutusalad?
Kasutusaladeks on toidunõud, veepudelid, kööginõud, arvutitooted, pakkematerjalid, akuümbrised ja plastikust optilised kiud.
Mahlapressi koorevormide töötlemine
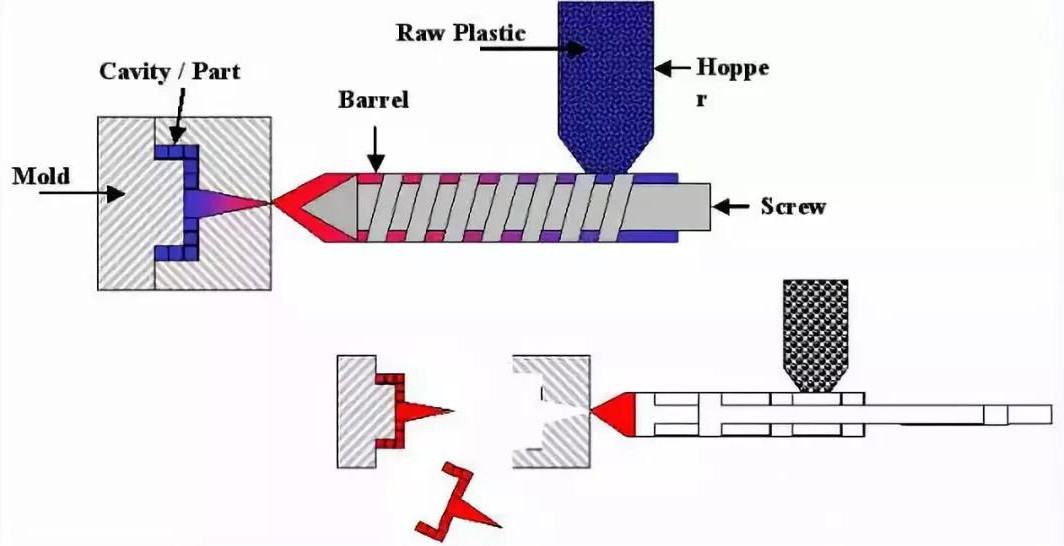
Survevalu on tootmismeetod, mille käigus valmistatakse osi, süstides materjali vormi. Peamine plastide töötlemise meetod on survevalu. Selle protsessi käigus asetatakse plast punkrisse ning seejärel punker soojendab ja süstib plastikut, mis surutakse läbi pika kambri ja edasi-tagasi liikuva kruvi. Pärast seda pehmendatakse see vedelasse olekusse. Düüs asub õõnsuse lõpus ja vedel plastik sunnitakse läbi otsiku jahtuma, sulgedes vormi. Kui plast jahtub ja tahkub, väljub pooltoode pressist.
Võtke minuga ühendust
Kuumad sildid: Plastist mahlapressi koorevorm, Hiina, kohandatud, kvaliteet, mood, uus stiil, kuum müük, populaarne, odav, osta, uusim müük, hulgimüük, uusim, madal hind, tehas, valmistatud Hiinas, hind, tootjad, tarnijad, originaalseadmete tootja, ODM , õigeaegne kohaletoimetamine, tasuta proov
Toote silt
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika