 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Toidukonteinerite vormikujundus
Toote omadused:
1. Struktuuriomadused
Ühekordsel kiirtoidukarbil on suhteliselt suur kuju ja õhukese seina paksus 0,35–0,5 mm.
2. Kasutusomadused
Nõuded ühekordselt kasutatavate kiirtoidukarpide kasutamisele: esiteks usaldusväärne kvaliteet, sealhulgas plastosade usaldusväärne tugevus, ilus välimus, mittetoksiline ja kahjutu; teiseks, madalad tootmiskulud, sealhulgas üksikud plastosad, kerge kaal, madal materjali hind ja kõrge materjalikasutus, tootmine Töötlemine on mugav ja toodang on piisavalt suur.
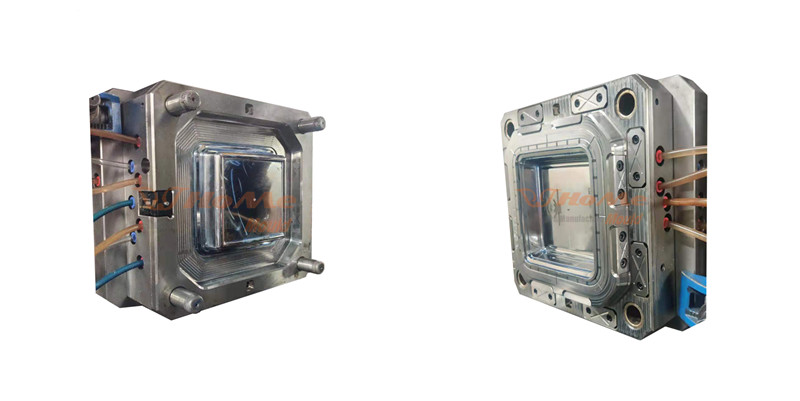
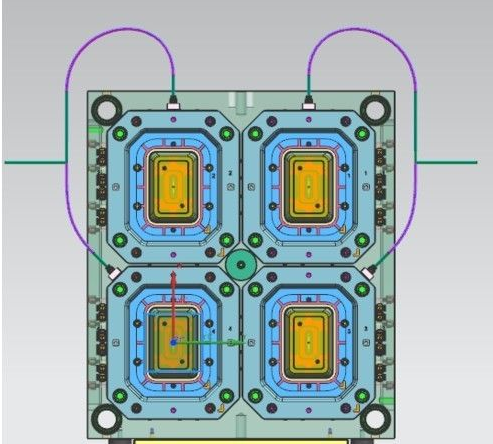
Vormi struktuuri disain:
Võttes arvesse ühekordselt kasutatavate kiirtoidukarpide omadusi põhjalikult, on vormi kujunduses kaheplaadiline 4 õõnsusega vormi struktuur. Lisaks tuleb arvesse võtta valamissüsteemi, jahutussüsteemi ja väljatõmbesüsteemi.
1. Valamissüsteemi disain
Materjali kasutamise määra täielikuks parandamiseks ja polüpropüleeni (PP) halva voolavuse tõttu tuleks lühikese aja jooksul survevalu vormida umbes 0,5 mm seinapaksusega ühekordne suupistekarp. Vormi valamissüsteem peaks võtma kuuma jooksuri kuju. Kuumal jooksjal on järgmised eelised: ① säästa toorainet; ② võib parandada plastosade vormimise kvaliteeti; ③ aitavad parandada tootmise efektiivsust ja hõlbustavad automatiseeritud tootmist. Puuduseks on see, et vormi temperatuur on liiga kõrge ja tähelepanu tuleks pöörata piisavale jahutusele, suureneb vormi valmistamise hind. Kuuma jooksuri eeliseid ja puudusi igakülgselt arvesse võttes aitab kuumakanalisüsteemi lõppkasutus parandada plastosade vormimise kvaliteeti ja tootmise efektiivsust.
2. Jahutussüsteemi projekteerimine
Jahutussüsteemi ülesanne on panna vorm kiiresti jahtuma ja kontrollida vormi temperatuuri. Kuna PP-materjali temperatuur survevalu ajal on 220–270 ℃, vähendab jahutussüsteemi mõistlik disain oluliselt plastosade jahutusaega ja seega lühendab survevalutsüklit. Vormi erilise struktuuri ja nõuete tõttu kasutab jahutussüsteem mitme kontuuriga jahutust, et tagada täielikult vormitud plastosade jahutamine.
Kuna vorm kasutab kuumakanalisüsteemi, on kuuma düüsi osa temperatuur suhteliselt kõrge ning kuumakanali kuumale otsikule lisatakse ka jahutussüsteem.

3. Väljaviskesüsteemi projekteerimine
Tänu ühekordselt kasutatava kiirtoidukarbi suurele kujule ja suhteliselt õhukesele seinapaksusele on plastosadel vormiosadele suurem pingutusjõud. Kui kasutatakse tavalist tõukurvarda väljatõukesüsteemi, on jõudu lihtne kontsentreerida tõukurvarda punkti asendisse ja tõukurvarda jäljed mõjutavad plastikut. Osade vormimise kvaliteet läheb katki, kui tõsine, mille tulemuseks on jäätmed. Kui kasutatakse tõukeplaadi tüüpi väljatõmbamist, väheneb praagi kogus, kuid tõukeplaadi struktuur suurendab vormi liigset liikumist, pikendab tootmistsüklit ja vähendab tootmise efektiivsust.
Vorm kasutab mitmepunktilist gaasi abil väljatõmbestruktuuri. Pärast vormi avamist puhutakse õõnsusse teatud rõhuga õhku, et eraldada plastosad ja vorm. Mitmepunktilisel gaasitoitel väljaviskel on järgmised eelised: Esiteks on rõhku lihtne kontrollida ja väljatõmbejõud on ühtlane, et mitte plastosi puhuda; teiseks, gaasi abil väljatõmbeseade ei väljuta → lähtestatakse → taasväljastus → lähtestatakse uuesti, tuleb ainult rõhku juhtida ja gaasi saab õigel ajal välja puhuda. Säästke vormimisaega ja lühendage vormimistsüklit.
Saada päring


X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika