 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


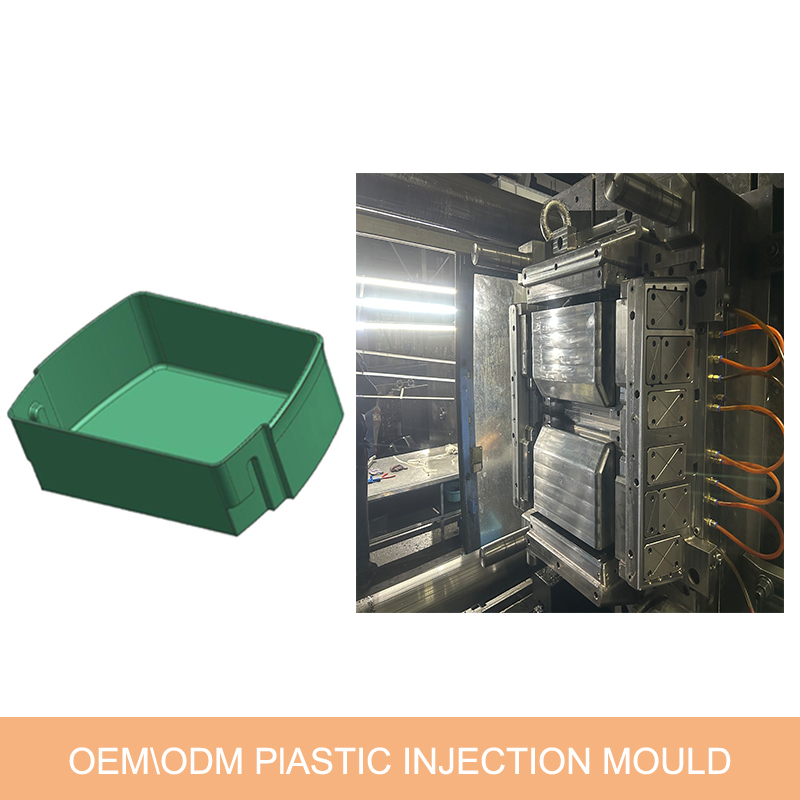
MIS ON KUUMJOOKSJA? MIKS PEAME KASUTAMA KUUMJOOKSA VALLIT?
Hot runner tehnoloogia, mis tutvustati plastitööstus muutis enam kui 50 aastat tagasi survevalu töötlemisvõimalused, parandades vormitud osade kvaliteeti, parandades töövõimet tõhusust, vähendades praaki ja säästes raha.
Enne kuumajooksutehnoloogiat kasutati külmajooksjaid laialdaselt süstimisvormid. Vaigu edasikandmisel seisid külmajooksuvormid silmitsi paljude väljakutsetega masina silindrilt õõnsustesse ilma voolu ja soojust mõjutamata vaigu omadused. Vaigutüüpide edenedes ja vormide ja detailide disaini keerukus, muutus see üha raskemaks juhtida vormimisprotsessi külma jooksva vormi kaudu, et toota vormitud osi vastuvõetav kvaliteet.
Kuid kuuma jooksja tehnoloogia kasutuselevõtuga koos täiustatud termoregulaatorid, laiema valiku vaigu töötlemine muutus üha enam praktiline ja mugav survevaluvormijatele. Erinevalt külmjooksuvormist on kuuma jooksuri komponente kuumutatakse individuaalselt, et tagada vaigu säilimine temperatuuri pidevalt läbi vormi. Iga kuumajooksja temperatuur kuumutatud komponenti saab ka täpselt juhtida, et tagada protsessi toimimine optimeeritud igat tüüpi vaigu nõuetele, pakkudes kõige kõrgemat võimalik osa kvaliteet. Tänapäeval on kuumajooksjad võimelised kõrgelt tootma laias suuruses keerulised osad, mida kasutatakse igas tööstuses.

Kuidas kujundada Kuum jooksjaplaat süstimisvormi jaoks
Kuuma õige disain jooksuplaadid on vormimise edukuse jaoks üliolulised. Kuuma jooksja plaadid peavad täidavad jäiga ja stabiilse toe funktsiooni, olles kokku puutunud kõrgega mehaanilised koormused nii kuumakanali komponentide kui ka vormimismasina poolt. Kuuma jooksja plaadid koosnevad kollektorplaadist ja tugiplaadist, mis millal kokku kinnitatud moodustavad kuumakanalisüsteemi konstruktsioonikihi. Nagu eduka kuumajooksja lahutamatu osa, disaini ja valmistamise kuuma jooksja taldrikud väärivad arutelu.
Kuumakanalisüsteemid kasutavad soojuspaisumist, et arendada a tihendusjõud komponentide vahel. Tihendusjõud tekib siis, kui side kollektori ja tugiplaadi vahel ei anna termilist mõju kollektori komponentide laiendamine. Tihendusjõud peab olema piisav vältida plasti leket masina maksimaalse rõhu korral ja see võib ületada 12 000 naela iga düüsi jaoks. Lisaks kasutatakse kõrge kavitatsiooniga vormide jaoks mõeldud kuumatorusid ristkollektorid, mis võivad suurendada töötavatele jõududele kuni 80 000 naela eraldage plaadid.
Klambri tonnaaž ja jõud masina otsikust mõjuvad ka kuumajooksuplaadid ja peavad olema plaatide kujundamisel arvesse võetud. Klambri tonnaaž kantakse läbi kuumajooksuplaadid eraldusjoonele. Kuumajooksuplaadid peavad mõlemad kaitsma sisekollektori komponendid klambri tonnaaži tsüklilistest jõududest ja taluma läbipainde, mis võib kuluda vormi komponente. Lisaks muud jõud kollektorile mõjuvad masina otsik ja plastiksurve - mis mõlemad toimivad koos tihendusjõuga kollektori eraldamiseks ja tugiplaat.
Survevalu korral on osaliselt kristalne termoplastide ehitus, määrab õige kuumakanalisüsteemi valiku plastist survevaluvormi ja vormi funktsioon osa kvaliteet. Siin tuleb temperatuuri palju rangemalt kontrollida kui amorfsete materjalide puhul. Kuuma jooksuri süsteemi tüüp kasutatud osade omadused ja paigaldamine. See artikkel käsitleb kõige olulisemaid punkte, mida tuleb arvesse võtta kui valite POM (atsetaal), PA (nailon) jaoks sobivaima kuumakanalisüsteemi, PBT ja PET (polüestrid).
Saada päring


X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika