 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


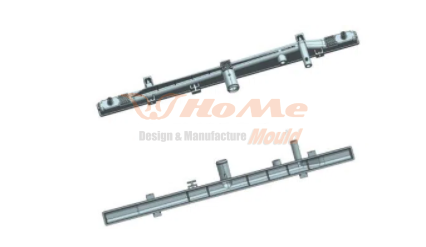
Autocar paagi radiaatori sissepritsevorm
Autocar paagi radiaatori sissepritsevorm
Hallituse kirjeldus
Vormi teras: P20
Hallituse õõnsus: üksik või mitu
Toote materjal: PA66+GF30%
Sissepritsesüsteem: külmkanal
Väljaviskamise tüüp: väljavisketihvt
Tsükli aeg: 50S
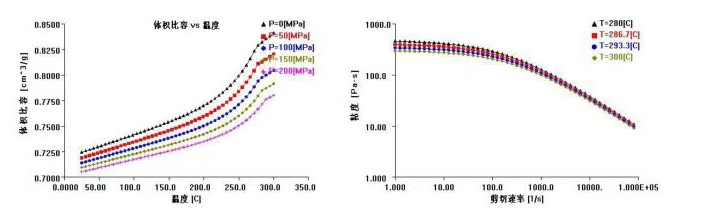
Miks valida paagiradiaatori materjal PA66+GF30%?
Kergekaaluliste autode väljatöötamisega on praktikas ülemise ja alumise paagi radiaatoridAutocar paagi radiaatori sissepritsevormasendatakse vase asemel tehniliste plastidega, kasutades klaaskiudmaterjali lisamiseks tavaliselt nailon 66. PA66-l on hea vastupidavus kõrgele temperatuurile ja korrosioonile, nii et veekambri osad on terved ega paindu. Ülemine ja alumine paakautod asendatakse vase asemel tehniliste plastidega, kasutades klaaskiudmaterjali lisamiseks tavaliselt nailon 66. PA66-l on hea vastupidavus kõrgele temperatuurile ja korrosioonile, nii et veekambri osad on terved ega paindu. Samal ajal on sellel hea plastilisus ja ilusad paagiradiaatorite osad.
Paagi radiaatori vormi struktuur
Matriitsi struktuuri määramisel tuleks arvesse võtta hallitussüsteemi ja tegelikku tootmisolukorda. SestAutocar paagi radiaatori sissepritsevormtooted on pool core-tõmmates struktuur, nii kasutada hallituse süvend hallituse struktuur, värav kasutades katse värava. Automaatne paagiradiaator on pikad sirged tükid, kui osade keskele asetatakse värav pikad sirged tükid, ilmub sulamolekulide täitmise protsessis plastik ja kiu orientatsioon, toode on paindumisest erinev, paralleelne suunaga ja risti voolule on kalduvus pingelõhenemisele, kuna madala tugevusega vooluga risti on pingepragunemine suurem. Nii otsustasid Hongmei hallituse disainiinsenerid asetada värava toote ühte otsa.
Toote disaini kontroll:
Olenemata HONGMEI MOLDi tehtud või klientide pakutavast tootekujundusest, teeme alati igakülgset analüüsi ja kontrolli, näiteks plastist vormimisprotsessi teostatavust, plastvormide struktuuri ja liikumise teostatavust, kõigi seotud plastkomponentide sobitamist olukorraga jne. See võib vältida plastvormide tekkimist. parandus-, praak ja muud mittevajalikud plastvormide remonditööd, mis on põhjustatud toote disaini veast. Usume, et kulutame disainile veel 10 minutit, ühe kuu jooksul võib tootmist vähendada.
Täpse analüüsiga, mis näeb ette plastvormide disaini ratsionaalsuse analüüsi, parima töötlemisanalüüsi ja plastvormide struktuurirakenduse, pakub see kõige professionaalsemaid lahendusi kõige sobivama plastvormide jõudluse ja tehnilise spetsifikatsiooniga vastavalt kliendi soovile.
Kontrollimine hõlmab paljusid aspekte, nagu plastvormide intensiivsus, vormivoolu analüüs, plastvormide väljutamine, jahutussüsteem, juhtsüsteemi ratsionaalsus, plastvormide varuosade spetsifikatsioonide rakendamine, klientide masina valik ja erinõuete rakendamine jne. neid tuleks kontrollida vastavalt HONGMEI MOULDI plastvormide projekteerimisstandardile.
Terase ostmise kontroll:
Varuosade ostmisel on range kontrolliprotsess ja ajakontroll, osade standardimine, suuruse täpsus, plastvormide materjali kõvadus ja materjalide vigade tuvastamine ja nii edasi.
Vormi tootmine ei ole ainult vormide projekteerimine, CNC töötlemine ja kokkupanek. Hea hallituseettevõte ei muretse mitte ainult selle pärast, vaid pöörab rohkem tähelepanu sellistele detailidele nagu hallituse vool, vormi suuruse kontroll, vormi CNC täpsus, veekanali kontroll ja vormi poleerimisaste.

Ülevaatusseadmed
1. libisev nihik
2. Multimeeter
3. Kõrdomeeter
4. Mõõdulint
5. Mikromeetri nihikud
6. CMM masin
Välimuse kontrollimise standardid
1. Vormipõhja suurus peaks olema standardne
2. Korralik ja sile vormi aluspind
3. Vormiteras peab olema lepinguga sama
Hallituse struktuur
1. Mõistlik hallituse struktuur
2. Liugid peavad olema siledad ja vajavad kuumtöötlust, liuguse peal on õlisoon
3. Tõstuk, sisestus ja süstimistihvt, puks peavad töötama sujuvalt.
Jahutussüsteem
1. Mõistliku tsükliga jahutussüsteem
2. Sujuv veekanal, vett ja õhku ei leki
3. Veekanali liidese suurus peaks olema sama, mis joonisel
Sissepritsesüsteem
1. Otsimisrõngas peaks sobima süstimismasinaga, põhijooksu suurus ja kalle peaksid olema mõistlikud.
2. Söötmisviis ja oksajooks peavad olema mõistlikus asendis, värav on lihtne maha kukkuda
3. Parting Line disain mõistlik
4. Mõni vorm, millele on märgitud kuupäev/kuu/aasta või materjal või logo
5. Injektsioonitihvt peab olema sobiva disainiga
Saada päring


X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika